


 русский
русский Français
Français 日本語
日本語 Latine
Latine 한국어
한국어 Tiếng Việt
Tiếng Việt ไทย
ไทย বাংলা
বাংলা عربى
عربى Hrvatski
Hrvatski čeština
čeština dansk
dansk Nederlands
Nederlands Pilipino
Pilipino Suomalainen
Suomalainen Deutsch
Deutsch Magyar
Magyar Indonesia
Indonesia italiano
italiano Gaeilge
Gaeilge Bahasa Melayu
Bahasa Melayu فارسی
فارسی norsk
norsk Polskie
Polskie Português
Português Română
Română Español
Español Slovák
Slovák svenska
svenska Türk
TürkScopri le informazioni sulle nostre fiere di settore e gli eventi recenti nella nostra azienda.
• L'affilatrice per coltelli CNC adotta il controllo del programma PLC, che è facile da usar...
See DetailsIl processo di base per l'utilizzo di a rettificatrice a lama diritta segue una sequenza strutturata: preparazione e ispezione della macchina, montaggio della lama e impostazione dell'attrezzatura, configurazione dei parametri di rettifica, passata di rettifica stessa, ispezione del bordo rettificato e finitura o pulizia. Eseguire correttamente ogni passaggio è essenziale per ottenere un bordo affilato e geometricamente accurato senza danneggiare la lama o la macchina. Le sezioni seguenti illustrano ogni fase in dettaglio pratico, con indicazioni su impostazioni comuni, requisiti di sicurezza e punti di controllo della qualità.
Un'affilatrice a coltello dritto è un sistema di affilatura di precisione progettato specificamente per lame e pezzi lunghi e a bordo dritto, del tipo utilizzato nella fabbricazione della carta, nella stampa, nella lavorazione del legno, nel settore tessile, nella lavorazione degli alimenti e nel taglio della plastica. A differenza delle smerigliatrici da banco o delle affilatrici per utensili universali, un'affilatrice a coltello dritto incorpora un piano di lavoro dedicato e un sistema di fissaggio progettato per mantenere una lama lunga piatta e rigida per tutta la lunghezza della passata di molatura. Ciò elimina l'oscillazione, la deriva laterale e la pressione irregolare che altrimenti produrrebbe una geometria del bordo incoerente.
La rettificatrice a coltelli dritti della serie MDD, ad esempio, utilizza mole abrasive di alta qualità e una tecnologia di rettifica avanzata per garantire un'area di contatto ampia e coerente tra la mola e la superficie della lama. Ciò massimizza la rimozione del materiale per passata, migliora l'uniformità della finitura superficiale e, poiché il calore viene distribuito su un'area più ampia, riduce il rischio di surriscaldamento localizzato che potrebbe alterare la tempra della lama o causare deformazioni. Comprendere come la macchina raggiunge questo obiettivo aiuta l'operatore a prendere decisioni migliori sulla configurazione e sui parametri in ogni fase del processo.
Prima che una lama venga posizionata sulla macchina, un accurato controllo preoperativo protegge sia l'operatore che il pezzo in lavorazione. Saltare questa fase è una delle principali cause di scarsi risultati di rettifica e danni alle apparecchiature.
La mola è il componente più critico per la sicurezza della macchina. Prima di iniziare, ispezionare visivamente la ruota per individuare eventuali crepe, scheggiature o usura irregolare. Una ruota incrinata può disintegrarsi alla velocità di funzionamento, creando un grave pericolo. Non utilizzare mai una ruota che presenti crepe visibili, per quanto piccole. Controllare che la ruota sia montata correttamente: correttamente flangiata, con il tampone (guarnizione di carta) in posizione e il dado di fissaggio serrato secondo le specifiche del produttore. Se la mola non è stata utilizzata di recente, lasciarla funzionare alla velocità operativa per almeno un minuto senza contatto con il pezzo prima di iniziare a levigare.
Verificare che il serbatoio del liquido refrigerante sia riempito al livello corretto e che l'ugello del liquido refrigerante sia rivolto correttamente verso la zona di contatto della ruota con la lama. Il liquido refrigerante ha due scopi: riduce la temperatura di molatura per proteggere il trattamento termico della lama e allontana i trucioli (detriti metallici di molatura) dalla zona di contatto per evitare tagli successivi e graffi sulla superficie. Verificare che la pompa del liquido di raffreddamento funzioni correttamente e che non vi siano linee bloccate o collegamenti che perdono.
Pulisci la superficie del piano di lavoro e tutte le superfici del piano magnetico con un panno privo di lanugine. Anche piccole scheggiature o particelle sulla superficie del tavolo causeranno un posizionamento non uniforme della lama, introducendo un errore di inclinazione nel bisello del terreno. Controllare che il tavolo scorra liberamente lungo tutta la sua corsa e che il meccanismo di bloccaggio del tavolo funzioni correttamente.

Prima di montare la lama, valutare le sue condizioni attuali per determinare come affrontare la sessione di affilatura.
Il corretto montaggio della lama è il fattore più importante per la qualità del bordo. Una lama fissata in modo improprio vibrerà durante la molatura, producendo un bordo ondulato o irregolare e, nei casi più gravi, la lama potrebbe spostarsi o espellersi dall'attrezzatura.
Posizionare la lama in piano sul piano di lavoro con il bordo da affilare rivolto verso la ruota. Allineare la parte posteriore della lama alla guida di riferimento del tavolo o al fermo per assicurarsi che sia perpendicolare alla direzione di spostamento del tavolo. Sulle macchine dotate di piano magnetico, attiva la presa magnetica: ciò fornisce una forza di serraggio ampia e uniforme su tutta la lunghezza della lama senza le concentrazioni di stress che i morsetti meccanici possono introdurre.
Per lame troppo sottili per un fissaggio magnetico affidabile o per lame non ferrose che il piano magnetico non può sostenere, utilizzare il sistema di fissaggio meccanico della macchina. Applicare i morsetti a intervalli regolari lungo la lunghezza della lama, in genere ogni 200–300 mm per lame più lunghe di 600 mm. Stringere i morsetti in modo uniforme per evitare di introdurre un arco laterale nella lama. Il piano di lavoro e il sistema di fissaggio della serie MDD sono progettati specificatamente per trattenere lame e pezzi lunghi stabile durante tutta la passata di macinazione, eliminando vibrazioni o deviazioni di posizione ciò comprometterebbe la geometria del bordo.
La maggior parte delle affilatrici a lama diritta consentono di inclinare il piano di lavoro o la testa di affilatura per impostare l'angolo di smusso richiesto. Gli angoli di smusso comuni per i coltelli dritti industriali vanno da da 15° a 35° , a seconda dell'applicazione: angoli più bassi (15°–20°) per il taglio fine di carta e pellicole, angoli più ripidi (25°–35°) per la lavorazione del legno e materiali più pesanti. Impostare l'angolo utilizzando la scala graduata della macchina e bloccarla saldamente prima di procedere. Verificare l'angolo impostato rispetto alle specifiche originali della lama o all'angolo consigliato dal produttore per l'applicazione prevista.
L'impostazione dei corretti parametri di macinazione prima del primo taglio determina sia l'efficienza del processo che la qualità del risultato. Le principali variabili da configurare sono la velocità della mola, la velocità di spostamento della tavola, la profondità di taglio per passata e la portata del refrigerante.
| Parametro | Gamma tipica | Effetto dell'impostazione troppo alta | Effetto dell'impostazione troppo bassa |
|---|---|---|---|
| Velocità della mola | 1.400–2.800 giri/min (varia in base al diametro della ruota) | Surriscaldamento, rischio di rottura della ruota | Finitura superficiale scadente, carico sulle ruote |
| Velocità di spostamento della tavola | 2–15 m/min | Segni di chiacchiere, asportazione non uniforme | Calore eccessivo, ruota vetrata |
| Profondità di taglio per passata | 0,01–0,05 mm (sgrossatura); 0,005–0,01 mm (finitura) | Bruciatura, deformazione della lama | Servono troppi passaggi, inefficienza |
| Portata del liquido refrigerante | 5–20 L/min a seconda delle dimensioni della ruota | Spruzzi, squilibrio delle ruote se eccessivo | Surriscaldamento, scarsa evacuazione dei trucioli |
Come regola generale, utilizzare una profondità di taglio maggiore e una velocità trasversale più elevata per le passate di sgrossatura (rimuovere danni o ripristinare uno smusso notevolmente usurato), quindi ridurre entrambe per le passate di finitura. L'ultima o le due passate dovrebbero utilizzare una profondità di taglio non superiore a 0,005–0,01 mm per produrre un bordo fine e uniforme senza rischiare danni dovuti al calore.
Con la lama fissata, l'angolo impostato e i parametri configurati, è possibile iniziare l'operazione di rettifica. La sequenza è la seguente:
Durante l'operazione di rettifica, monitorare la temperatura della lama toccando l'estremità non rettificata tra una passata e l'altra. Se la lama risulta più che calda al tatto, attendere un tempo di raffreddamento aggiuntivo tra una passata e l'altra o aumentare il flusso del refrigerante. Lo scolorimento della lama (colori blu o marrone paglierino sulla faccia del bisello) indica che l'acciaio è stato surriscaldato e il trattamento termico potrebbe essere stato alterato — se ciò si verifica, interrompere e rivalutare i parametri.
La ravvivatura della mola è una parte spesso trascurata ma essenziale del processo di affilatura dei coltelli diritti. Man mano che la mola rettifica, la sua superficie tagliente si carica di particelle metalliche e i suoi grani abrasivi diventano opachi e lucidi. Una mola smaltata perde capacità di taglio, genera più calore e produce una finitura superficiale peggiore.
Ravvivare la mola utilizzando l'unità di ravvivatura incorporata nella macchina, in genere un ravvivatore diamantato montato su una slitta trasversale. Il processo di ravvivatura rimuove uno strato sottile dalla superficie della mola, esponendo grani abrasivi freschi e affilati e ripristinando la vera forma cilindrica della mola. Ravvivare la mola prima di iniziare una sessione di rettifica, ogni volta che la mola appare lucida o la finitura superficiale si deteriora e dopo qualsiasi centratura della mola a seguito di un incidente o di un danno. Una tipica passata di ravvivatura rimuove 0,01–0,02 mm dal diametro della mola e attraversa il diamante lungo la faccia della mola a una velocità di 100–300 mm/min.
Una volta completata la rettifica, la lama deve essere ispezionata prima di essere rimessa in servizio o dichiarata finita. Un’ispezione sistematica riguarda quanto segue:
Il test di nitidezza funzionale più semplice è il test della fetta di carta: tenere una striscia di carta verticalmente e far passare il bordo della lama su di essa. Una lama affilata taglia in modo netto con una resistenza minima; una lama smussata o danneggiata si strappa o si incastra. Per una maggiore precisione, l'ispezione ottica del bordo con una lente di ingrandimento (ingrandimento 10×–20×) può rivelare microscheggiature, formazione di bordi metallici o graffi superficiali che il test della carta potrebbe non rilevare.
Utilizzare un misuratore dell'angolo di smusso o un goniometro digitale per verificare che lo smusso del terreno corrisponda all'angolo specificato. Anche una deviazione di 1°–2° dall'angolo target può influire sulle prestazioni di taglio e sulla durata della lama nelle applicazioni di precisione. Se l'angolo misurato si discosta dalle specifiche, regolare l'impostazione dell'inclinazione della tavola ed eseguire una passata correttiva prima dell'accettazione finale.
Appoggiare la lama su una superficie piana e utilizzare un comparatore o uno spessimetro per verificare eventuali curvature o torsioni introdotte durante la molatura. Per le lame utilizzate in applicazioni di taglio di precisione, La tolleranza della rettilineità è generalmente di 0,05 mm o migliore sull'intera lunghezza della lama. Una lama che si è deformata durante l'affilatura deve essere rivalutata: la deformazione indotta dall'affilatura è solitamente causata dal surriscaldamento ed è un segno che i parametri necessitano di regolazione.
Esaminare la superficie smussata sotto una luce radente o con un comparatore di finitura superficiale. La superficie del terreno deve mostrare segni di levigatura paralleli e coerenti su tutta la sua lunghezza, senza tratteggi incrociati, macchie irregolari o segni di bruciatura. Una rugosità superficiale (Ra) di 0,4–0,8 µm è tipica per una passata di finitura eseguita correttamente su un'affilatrice a lama diritta.
La molatura produce sempre un bordo a filo (chiamato anche bava) - un sottile frammento di metallo che si piega sull'apice del bordo sul lato opposto alla smussatura del terreno. Questo bordo del filo deve essere rimosso prima che la lama possa funzionare correttamente.
Per la maggior parte dei coltelli dritti industriali, il bordo del filo viene rimosso mediante leggera levigatura con una pietra per affilare a grana fine o un'asta di ceramica trascinata lungo la faccia piatta della lama con un angolo molto basso (5°–10°). Usa due o tre colpi leggeri, alternando i lati, per piegare il bordo del filo avanti e indietro fino a quando non si rompe in modo netto. Per le lame con un bordo molto fine, strofinare leggermente una coramella di cuoio dopo la levigatura. Non applicare una pressione eccessiva durante la sbavatura — l'obiettivo è rimuovere il bordo del filo senza alterare l'angolo di smussatura accuratamente rettificato o arrotondare l'apice del bordo.
Dopo la molatura e l'ispezione, la lama deve essere pulita e protetta prima di riporla o reinstallarla. Il refrigerante residuo sulla superficie della lama causerà una rapida ossidazione se non rimosso, in particolare sulle lame in acciaio al carbonio.
Dopo aver rimosso la lama, pulire il piano di lavoro della macchina e le superfici dell'attrezzatura, lavare il sistema di raffreddamento se la macchina rimarrà inattiva per un lungo periodo e coprire la mola per proteggerla dalla contaminazione.
Anche gli operatori esperti incontrano problemi di rettifica. Comprendere la causa di ciascun problema consente una diagnosi e una correzione rapide.
| Problem | Probabile causa | Azione correttiva |
|---|---|---|
| Bordo irregolare lungo la lunghezza della lama | Lama non bloccata in piano; lama piegata | Bloccare nuovamente; controllare e correggere l'arco della lama prima di affilare |
| Scolorimento blu sulla faccia smussata | Surriscaldamento; liquido refrigerante insufficiente; profondità di taglio troppo pesante | Ridurre la profondità di taglio; aumentare il flusso del liquido refrigerante; controllare la ruota vetrata |
| Segni di chiacchiere sulla superficie del terreno | Velocità di traslazione troppo elevata; squilibrio delle ruote; apparecchio allentato | Ridurre la velocità di traslazione; equilibrio o ruota del vestito; controllare il serraggio del morsetto |
| Carico della ruota (superficie della ruota imbrattata) | Mola troppo fine o troppo dura per il materiale della lama; refrigerante insufficiente | Ruota del vestito; passare a una mola di qualità più grossa o più morbida |
| Scheggiatura dei bordi dopo la molatura | Angolo di smusso troppo acuto; acciaio della lama indebolito dal surriscaldamento | Aumentare l'angolo di smusso; verificare la presenza di danni dovuti al calore e, se necessario, ritemperare |
| Finitura superficiale incoerente su tutta la larghezza | Ruota non ravvivata; inclinazione del tavolo errata | Ruota del vestito; verificare nuovamente e reimpostare l'angolo di inclinazione del tavolo |
Le operazioni di rettifica coinvolgono abrasivi rotanti ad alta velocità, pezzi con spigoli vivi e particelle metalliche sospese nell'aria. L'adesione a pratiche operative sicure protegge l'operatore e garantisce risultati costanti.
La qualità del processo di affilatura dei coltelli diritti è direttamente modellata dal pedigree di progettazione e produzione della macchina. L'affilatrice a coltelli dritti della serie MDD è costruita per gestire l'intera gamma di lame dritte industriali lunghe, comprese quelle utilizzate nell'industria della carta, della stampa, della lavorazione del legno, tessile, alimentare, forestale e della plastica. Le sue principali caratteristiche progettuali includono un piano di lavoro e un sistema di fissaggio appositamente realizzati che mantengono la stabilità della lama lungo l'intera lunghezza della passata di rettifica, una tecnologia avanzata di rettifica abrasiva che fornisce un'ampia area di contatto tra mola e lama per un'elevata efficienza e un efficace sistema di gestione termica che controlla la generazione di calore per proteggere la metallurgia della lama.
Jiangsu Best CNC Machinery Co., Ltd., il produttore dietro la serie MDD, arriva 35 anni di specializzazione nella costruzione di macchine affilatrici a questa linea di prodotti. Operando come la più grande base di produzione di macchine affilatrici professionali in Cina, l'azienda è responsabile della stesura degli standard nazionali per le macchine affilatrici in Cina, una responsabilità che riflette la profondità tecnica e la posizione industriale del suo team di ingegneri. L'azienda tiene Certificazione del sistema qualità ISO 9001 e certificazione CE e i suoi prodotti sono dotati di licenze di esportazione per i mercati internazionali. Le sue capacità interne spaziano dalla ricerca e sviluppo, alla lavorazione meccanica di precisione, ai test, all'assemblaggio, all'installazione e alla messa in servizio delle apparecchiature, garantendo che ogni macchina offra le prestazioni e la ripetibilità richieste dalla rettifica industriale delle lame.
Il processo completo di affilatura dei coltelli diritti può essere riassunto come una sequenza di nove fasi, ciascuna delle quali si basa sull'ultima per garantire un risultato sicuro, efficiente e di alta qualità:
Seguire questo processo in modo coerente, con attenzione a ogni dettaglio di configurazione e al controllo di qualità, consente agli operatori di ottenere risultati risultati ripetibili e di alta precisione su un'ampia gamma di tipi di lame e applicazioni industriali , proteggendo al contempo sia la durata della lama che l'integrità della rettificatrice stessa.

• L'affilatrice per coltelli CNC adotta il controllo del programma PLC, che è facile da usar...
See Details
• L'intera macchina adotta una struttura di saldatura del tipo a portale ad alta resistenza,...
See Details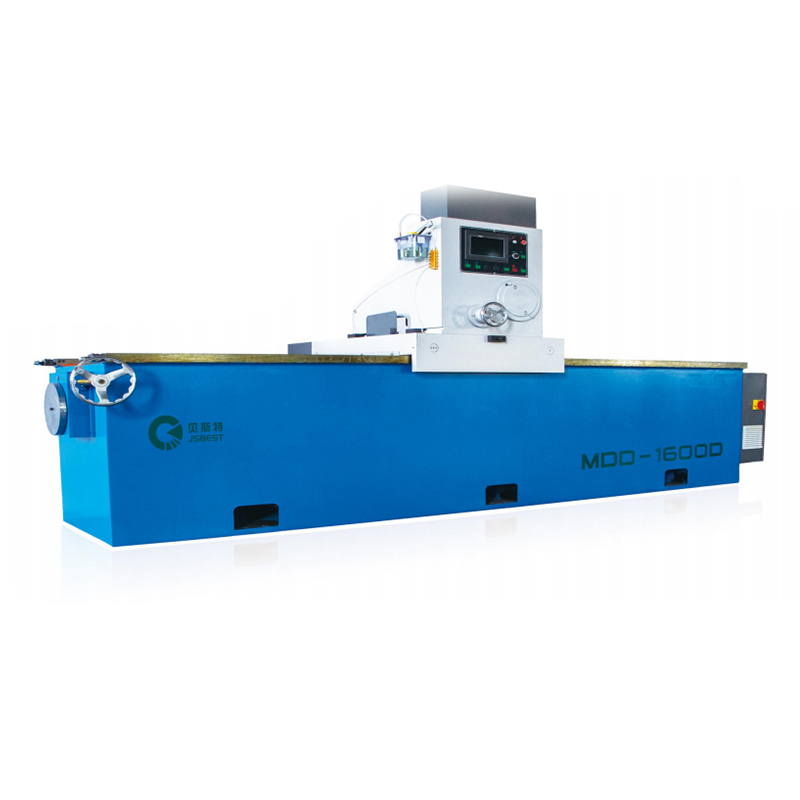
• La smerigliatrice adotta un basamento a portale, saldatura di piastre in acciaio di alta qualit...
See Details
• Viene adottata una struttura in acciaio saldato ad alta resistenza per eliminare lo stress inte...
See Details
L'affilatrice per coltelli a doppia testa è un'efficiente attrezzatura per la rettifica...
See Details
La fresatrice e rettificatrice per superfici per impieghi gravosi è un'efficiente apparecchi...
See Details
• Questa affilatrice a coltello rotondo adotta un programma PLC per controllare la parte di alime...
See Details
Caratteristiche strutturali della rettificatrice per coltelli circolari CNC: • Elevata precisi...
See DetailsScopri le informazioni sulle nostre fiere di settore e gli eventi recenti nella nostra azienda.





